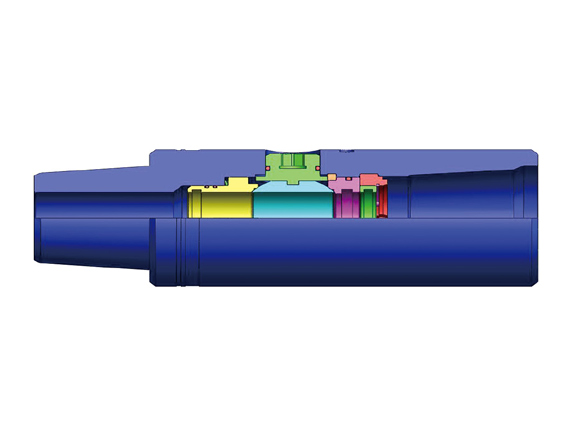
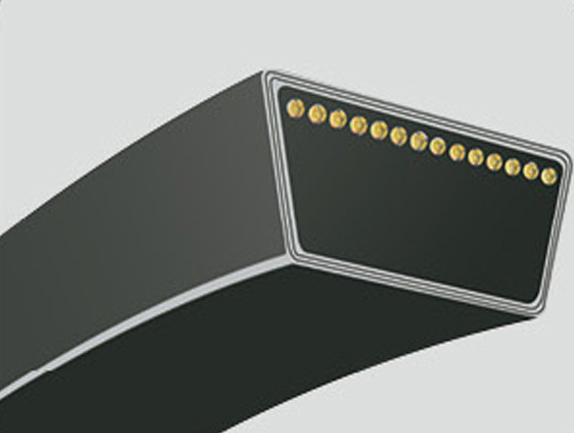
The valve spring of the mud pump valve body determines the opening pressure of the valve, the valve flap stroke and the stability of the seal in the closed state. If these springs fail, the entire valve will not work properly. On this basis, the reasons for the failure of the valve spring are summarized in order to be noticed and avoided in future operations.
The reasons for frequent failure of valve springs are summarized as follows:
1. According to the external force, the load borne by the high pressure spring can be divided into static load, impact load and vibration load. The main reason for spring failure is high stress caused by large deformation and high load. High stress is only applicable to static load springs, and low stress has a longer fatigue life.
2. Hydrogen embrittlement-After electroplating or pickling, spring steel will fail due to hydrogen embrittlement if there is no proper hydrogen embrittlement treatment, but the valve springs of the mud pump valve body will not be affected by this. In the electroplating solution, there are always more or less hydrogen ions during the electrolysis of water molecules. Some hydrogen ions form overflow, some of which penetrate into the coating and the metal body in the form of hydrogen atoms, which reduces the toughness and brittleness of the metal body and the coating. This is hydrogen embrittlement. Therefore, after electroplating or pickling, it should be dehydrogenated in an oven or resistance furnace. The temperature and time should be determined according to the spring size and coating thickness. The normal temperature should be between 150-250 degrees Celsius, and the holding time should be between 0.5-5 hours.
3. Strong bending, notch stretching, twisting and sharp bending of flat springs of the mud pump valve body: Notches or scratches in the flat spring can cause high stress concentrations and lead to failure. Therefore, the bending radius should be as large as possible to avoid printing marks.
4. Fatigue-repeated deformation of the spring, especially when there are more than 106 cycles, may cause fatigue damage even under moderate stress. Low stress should be used when working conditions are bad, and the fatigue resistance of the spring should be improved.
In the case of reasonable material selection, shot peening can not only make the surface of the spring smooth, but also improve the fatigue resistance of the spring, extend the service life of the spring, and reduce or even prevent defects such as surface decarburization, pits, dents, and cracks. Shot peening can slightly change the surface plasticity, and the residual stress can partially offset the tensile stress generated by the spring of the mud pump valve body under repeated loads in the future. The tensile stress is the source of cracks.
 Call us on:
Call us on:  Email Us:
Email Us:  No. 235, Weigao Garden, Torch High tech Industrial Development Zone, Weihai City, Shandong Province, China
No. 235, Weigao Garden, Torch High tech Industrial Development Zone, Weihai City, Shandong Province, China  en
en
 cn
cn  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  pl
pl  vi
vi  hu
hu