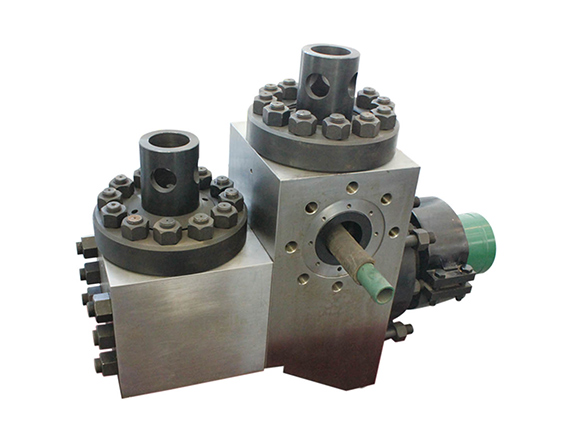
The mud pump module is an important component of the hydraulic pump end of the mud pump. Because the working condition of the mud pump module is a harsh working environment such as high pressure, high sprinting and high wear. So during the process of maintenance and repair of the mud pump,the module is a consumable part that needs to be replaced frequently.
The mud pump module is forged by high-quality alloy steel 35CrMo or 40CrMnMo. It has no defects such as interlayer, crack, impurity, looseness and over-burning. Welding is not allowed. The product is in full compliance with API7K standard and is inspected according to the third-grade forging and internal hardening treatment, high durability.Inner wall hardness reaches HB285-330 while mechanical properties can reach: σ b≥850/MPC, σS≥670/MPC, δ≥15% ψ≥13%. Above process is strictly checked and strict non-destructive testing.
All modules can be matched with different kinds of mud pumps.Different kinds of brand and type can be provided by us. Such as BOMCO F Series, Gardner Denver PZ Series, Ideco T Series, National P Series, I type and L type etc.
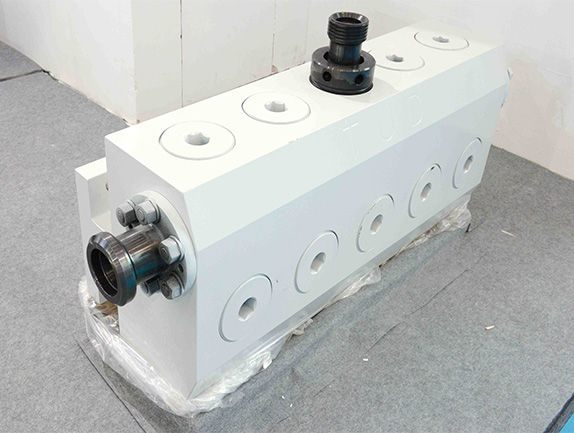
In order to achieve the purpose of long life, we have adopted heat treatment and internal hardening treatment processes; the processing process has undergone strict inspection and strict non-destructive testing. Our valve boxes are available in standard one- or two-piece constructions and are designed to meet pressures of 5000, 7500, and 10,000 psi (351, 527, and 703 kg / cm2).
The valve box produced by our company is forged with alloy structural steel 35CrMoA or 40CrMoMn. In order to obtain better fibrous structure, we use electric furnace for secondary smelting or deoxidation treatment. The forgings are forged from three directions, and the forging ratio is not less than 4.0: 1.0. During the forging process, the forgings are free of defects such as interlayer, cracks, impurities, looseness, over-burning, etc., without any welding, fully comply with the provisions of JB / TQ252-81 and inspected in accordance with class III forgings. After the blank is normalized, it is roughed, and then the hardness of the inner wall of the quenching and tempering process reaches HB285-330. Mechanical properties: σb≥850MPa, σS≥670MPa, δ≥5%, ψ≥30%.
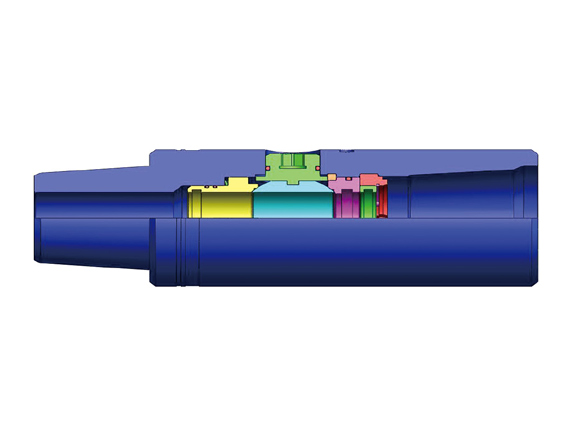
Two 1: 6 (1:12) taper holes are rolled with a test gauge. The contact surface should be continuously distributed on the circumference according to the contact surface, and the contact area should not be less than 75%. The intersecting lines of the cylindrical surfaces of the inner cavity are manually or the obtuse angle of the grinding wheel to form an arc R≥8. The test pressure is 50Mpa and the pressure is maintained for 1 hour. The pressure must not be reduced.
 en
en
 cn
cn  fr
fr  de
de  es
es  it
it  ru
ru  pt
pt  ar
ar  pl
pl  vi
vi  hu
hu 







 Call us on:
Call us on:  Email Us:
Email Us:  No. 235, Weigao Garden, Torch High tech Industrial Development Zone, Weihai City, Shandong Province, China
No. 235, Weigao Garden, Torch High tech Industrial Development Zone, Weihai City, Shandong Province, China